Главная
›
Новости
Изготовление корпусов из пластмассы на заказ партиями от 200 шт. и пресс-форма для литья
Опубликовано: 19.10.2018
Изготовление корпусов из пластмассы
Одногнездная пресс-форма на корпус из АБС пластика рис. 1 ( изготовление корпусов ). При объеме корпуса 25 см3 и литника 0,5 см3 объем отливки равен 25,5 см3, что по отношению к номинальному объему впрыска литьевой машины за один цикл 32 см3 является нормальным. Чтобы не было следов от выталкивателя на внутренней поверхности при изготовление корпусов из пластмассы, корпус сталкивается плитой. Расположение выталкивателя в пуансоне помешало бы размещению в нем каналов для охлаждающей жидкости. След от сталкивающей плиты на торцовой, поверхности стакана, будет едва заметен, так как коническая запирающая поверхность на пуансоне и в плите может выполнена весьма качественно, без подливов и уступов.
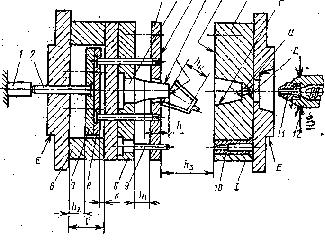
Рис.1 Изготовление корпусов из пластмассы
Литьевая пресс-форма для изготовление корпусов из пластмассы (рис. 1) состоит из двух полуформ: неподвижной1 и подвижной //. На полуформе / расположена матрица 5, на полуформе // — пуансон 4. Поверхности А, Б, Г сталкивающей плиты 3, пуансона и матрицы, непосредственно соприкасающееся с расплавом, называются оформляющими. После замыкания полуформ между оформляющими поверхностями образуется гнездо, где и оформляется корпус для РЭА, в матрице,кроме оформляющей поверхности Г расточен литниковый канал а и примыкает к нему сферическая поверхность Д, предназначенная для сопряжения со сферической частью сопла //, установленного резьбовой частью в гнездо цилиндра литьевой машины 12. В матраце, расточены отверстия для направляющих втулок 10, которые при замыкании пресс-формы сопрягаются с направляющими колонками 9 и центрируют полуформы. На подвижной полуформе пуансон 4,залрессованный в обойму и опирающий торцовой поверхностью на опорную плиту. Последняя опирается на брусья 6, которые после сборки с задним фланцем образуют камеру высотой V для размещения деталей системы удаления корпуса: верхней 8 и нижней 7 соединительных планок. В последних установлены тяги, на которых закреплена плита 3 и шток 2. Противоположный конец штока направляется центральным отверстием заднего фланца. Пресс-форма изображена в разомкнутом состоянии. Детали системы удаления корпуса для РЭА находятся в переднем положении, соответствующем сбросу корпусов. Ниже приводится описание кинематического взаимодействия деталей пресс-формы в течение цикла изготовления корпусов из пластмассы.
Перемещением узла впрыска литьевой машины сопло // подводится к замкнутой пресс-форме и прижимается к сферической части Д литникового канала а. После этого перемещением червяка или поршня вперед создается давление, при котором расплав с заданной температурой поступает в центральный литниковый канал, примыкающий к оформляющей полости пресс-формы, заполняет ее и уплотняет отливку. После выдержки под давлением, в момент затвердевания расплава во входном отверстии литниковой втулки, доступ расплава в оформляющую полость прекращается и сопло может быть отведено от литниковой втулки. Это соответствует началу охлаждения отливки без давления. Расплав охлаждается после поступления в охлаждаемые литниковые каналы и оформляющую полость и затем во время ее заполнения и уплотнения отливки. При охлаждении без давления температура корпуса достигает во время размыкания изделие охлаждается на пуансоне, а после сталкивания с пуансона — вне формы до температуры окружающей среды. При размыкании пресс-формы корпус, вследствие усадки, увлекается пуансоном и вместе с литником извлекается из матрицы. При перемещении подвижной полуформы влево шток приходит в соприкосновение с неподвижным упором машины /, вследствие чего система удаления (шток, планки 7 и 8, тяги и плита 3) останавливается. При этом подвижная полуформа не доходит до крайнего левого положения на величину ht, необходимую для сталкивания корпуса с поверхностей Б пуансона, хотя она несколько меньше величины h. Наличие конусности и перемещение центра тяжести корпуса при сталкивании на величину ftx оказывается достаточным для сброса отливки через люк машины в установленную тару при изготовление корпусов из пластмассы. При перемещении подвижной полуформы на величину ht оформляющая поверхность Б пуансона выходит из корпуса, удерживаемого плитой 3, а колонки 9 из отверстий плиты 3; задняя поверхность нижней планки 7 отодвигается от поверхности подвижного фланца на расстояние h%, которое должно быть несколько больше h, а верхняя соединительная планка 8 не должна доходить на величину k до опорной плиты. Величина Кг—1 — зазор, необходимый для предотвращения защемления постороннего тела между нижней соединительной планкой 7 и подвижным фланцем после замыкания пресс-формы при изготовление корпусов из пластмассы. При наличии

изготовление корпусов
рис. 2. Пресс-форма на крышку ( изготовление корпусов из пластмассы )
сталкивающей плиты h2—ht 2-З мм зазор k необходим для предотвращения ударов при достижении подвижной полуформой крайнего левого положения. При замыкании пресс-формы подвижная полуформа перемещается в направлении к матрице. Замыкающая поверхность А плиты 3 упирается в замыкающую поверхность £ матрицы. Под воздействием усилия замыкания литьевой машины система удаления и матрица возвращаются в исходное положение, после чего цикл изготовления корпусов из пластмассы повторяется.


